

 English
English русский
русский Español
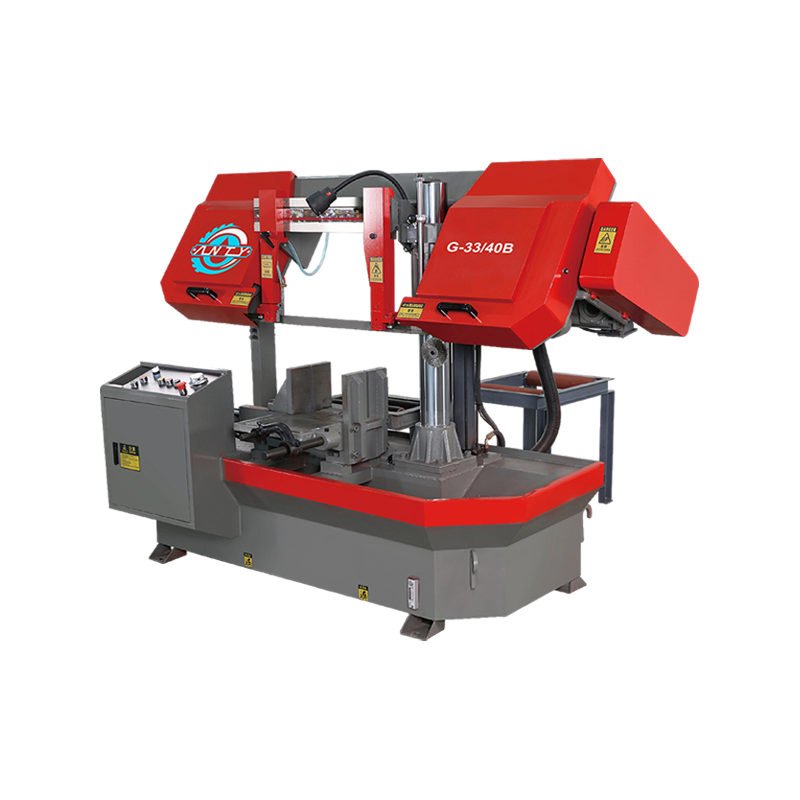
EspañolРабочие процессы изготовления металлов часто зависят от Биметаллическое ленточное полотно M42. в паре с Ленточнопильный станок для поддержки контролируемой резки металлов разных типов и диапазонов толщины. Взаимодействие между структурой материала лезвия и движением машины играет центральную роль в поддержании стабильного режима резания во время непрерывных производственных задач.

Проблемы в современных процессах резки металлов
Во многих производственных цехах операторы имеют дело с широким спектром материалов, таких как углеродистая сталь, нержавеющая сталь, легированная сталь и цветные металлы. Каждый материал по-разному реагирует на распиловку, особенно если твердость и размер сечения различаются. Общая проблема возникает, когда условия резки часто меняются в течение одного производственного цикла, что требует постоянного контроля подачи и стабильного зацепления лезвия.
Еще одним фактором является соответствие размеров. При пакетной обработке металлических профилей небольшие отклонения угла резания или скорости подачи могут привести к измеримым различиям в готовых деталях. Эти изменения могут повлиять на последующие этапы сборки, особенно на трубопроводные системы, каркасы конструкций и механические компоненты. Выделение тепла в зоне резания также является проблемой, поскольку оно может со временем повлиять на состояние поверхности и износ лезвия.
Чтобы справиться с этими переменными, мастерские часто комбинируют настройки управления станком со стратегиями выбора лезвия, гарантируя, что как механическое движение, так и интерфейс резки соответствуют требованиям к материалу.
Конструкция лезвия и координация работы станка при резке
Производительность ленточнопильного станка зависит не только от его механической рамы, но и от того, как он взаимодействует с выбранным режущим полотном. Биметаллическое ленточное полотно M42 широко используется из-за его составной структуры, в которой кромка зуба и материал подложки выполняют разные механические функции во время резки.
Станок обеспечивает контролируемое движение подачи и стабильное направление лезвия, в то время как лезвие управляет сопротивлением резанию и распределением тепла вдоль линии зубьев. Когда эти два элемента работают вместе, некоторые эксплуатационные аспекты становятся более управляемыми:
- Регулировку скорости подачи можно поддерживать в постоянном диапазоне во время длительных циклов резания.
- Стабильность движения отвала поддерживается за счет управляемого выравнивания колес.
- Распределение давления резания становится более равномерным при различной толщине материала.
- Изменения качества поверхности уменьшаются, когда параметры остаются стабильными
- Характер износа инструмента можно наблюдать более предсказуемо для планирования технического обслуживания.
Вместо того, чтобы полагаться на один параметр, операторы регулируют настройки машины в соответствии с выбором лезвия, чтобы соответствовать конкретным группам материалов и требованиям резки.
Области применения в металлообработке
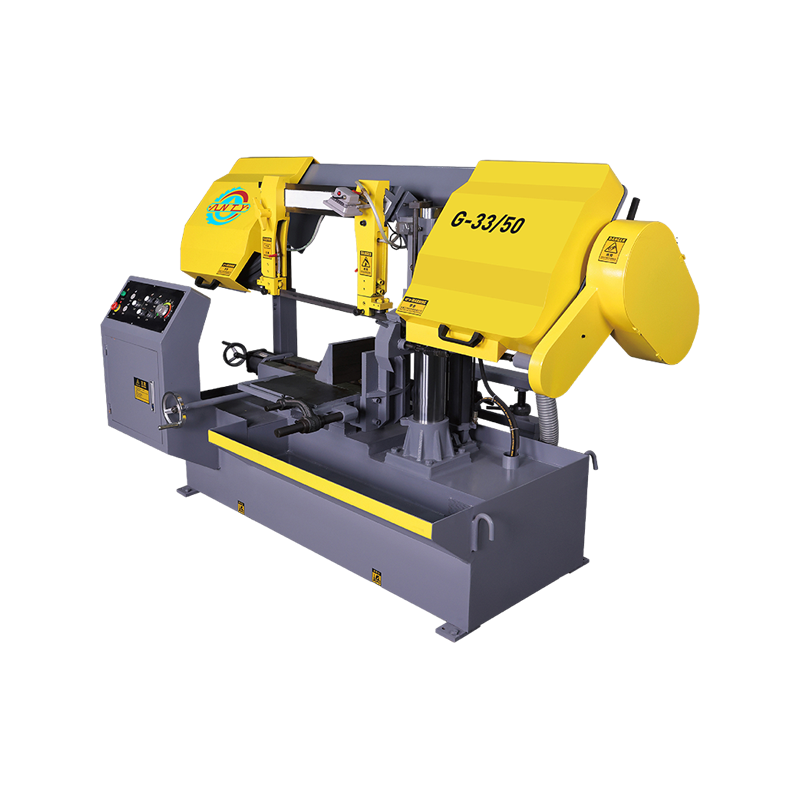
Комбинация биметаллического ленточного пильного полотна M42 и ленточнопильного станка используется в различных производственных условиях, где требуется повторяющаяся и пакетная резка. В сталелитейных цехах его часто применяют для резки структурных профилей, таких как двутавровые балки, квадратные трубы и круглые стержни. Эти материалы требуют стабильной подачи и контролируемого зацепления лезвий для поддержания постоянных допусков по длине.
На механических производствах установка обычно используется для подготовки сырья перед процессами точения, фрезерования или сварки. Здесь точность предварительной резки влияет на время последующей обработки и точность выравнивания. Для мастерских по техническому обслуживанию и ремонту система поддерживает гибкую резку запасных частей, где типы материалов могут часто меняться в течение одного рабочего дня.
Дополнительные контексты приложения включают в себя:
- Линии по производству труб, где требуется однородность сечения сварных соединений.
- Подготовка автомобильных компонентов с использованием заготовок из легированной стали
- Распределительные центры по поставкам металла общего назначения, выполняющие заказы на резку смешанных материалов
- Инструментальные цеха готовят полуфабрикаты для дальнейшей формовки.
В этих условиях взаимодействие между выбором лезвия и управлением станком остается центральным для поддержания стабильных процессов обработки.
Наблюдаемые закономерности использования мастерской
В среднем цехе по изготовлению металлов был проведен ряд испытаний на резку с использованием ленточнопильного станка, оснащенного биметаллическим ленточным пильным полотном M42, на различных марках стали, от мягкой стали до легированной стали средней твердости. Испытание было сосредоточено на сравнении консистенции подачи, времени резки одной детали и состояния поверхности в ходе повторяющихся циклов.
Результаты наблюдения показали, что:
- Разница в скорости резания между заготовками одинакового размера оставалась в узком диапазоне, когда настройки подачи станка оставались постоянными.
- Отслеживание лезвия требовало незначительной регулировки после длительных периодов эксплуатации, а не частой коррекции.
- Различия в шероховатости поверхности между первоначальным и последующим резами были относительно небольшими при стабильных условиях смазки.
- Вмешательство оператора было сокращено при непрерывной пакетной обработке по сравнению с резкой смешанных материалов без стандартизированных настроек.
Хотя эти наблюдения специфичны для тестируемой среды, они отражают, как скоординированное использование машины и лезвия может повлиять на стабильность рабочего процесса в практических производственных сценариях.
Практические соображения в повседневной эксплуатации
Операторы, работающие с системами ленточнопильных станков, часто регулируют несколько параметров в зависимости от обрабатываемого материала. Натяжение лезвия, выравнивание направляющих и скорость подачи обычно проверяются в начале каждого производственного цикла. Биметаллическое ленточное пильное полотно M42 выбирается в зависимости от твердости материала и ожидаемой продолжительности резки.
Общие эксплуатационные соображения включают в себя:
- Обеспечение правильной установки лезвия во избежание бокового отклонения во время резки.
- Согласование шага зубьев с поперечным сечением материала для снижения неравномерного сопротивления резанию
- Мониторинг потока СОЖ для управления накоплением тепла в зоне резания
- Проверка направляющих роликов на предмет износа для обеспечения постоянного движения полотна.
- Планирование интервалов проверки лезвий на основе объема резки, а не фиксированных периодов времени






 СВЯЗАТЬСЯ С НАМИ
СВЯЗАТЬСЯ С НАМИ