English
English русский
русский Español
Español









Как современные технологии резки металла повышают эффективность и точность промышленных производственных линий?
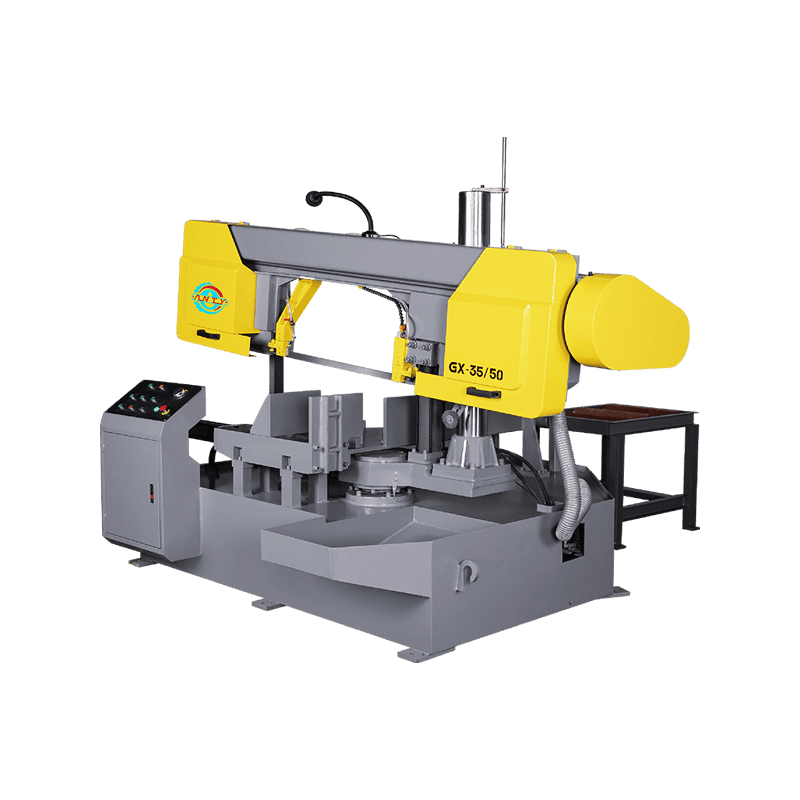
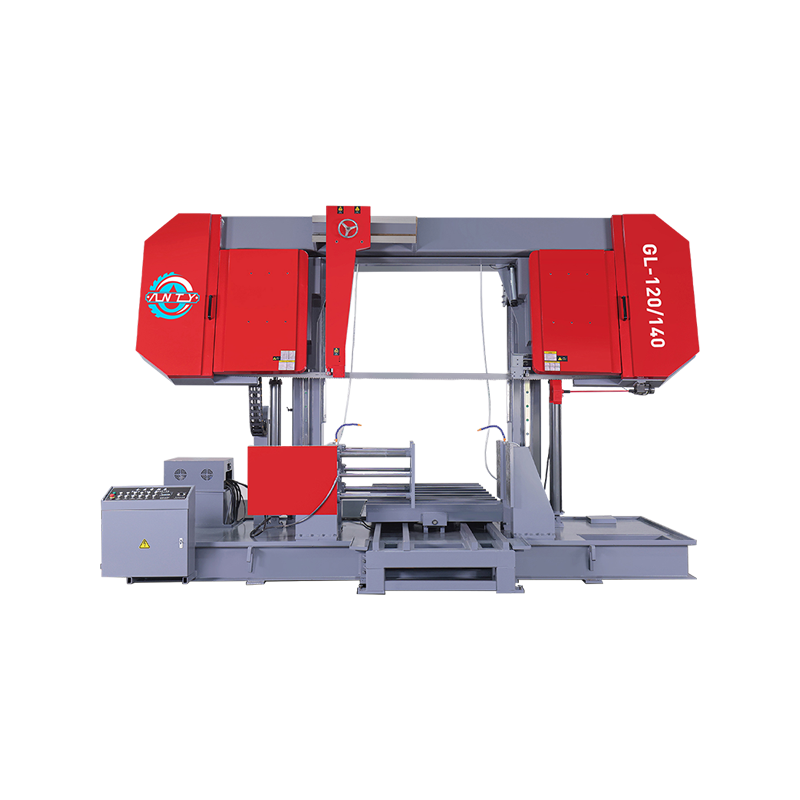
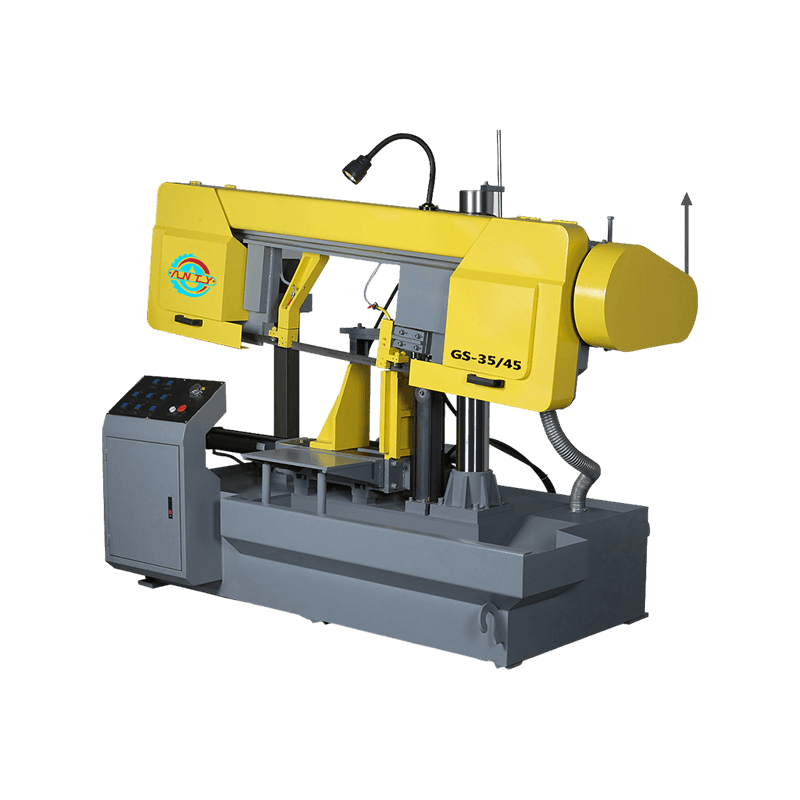
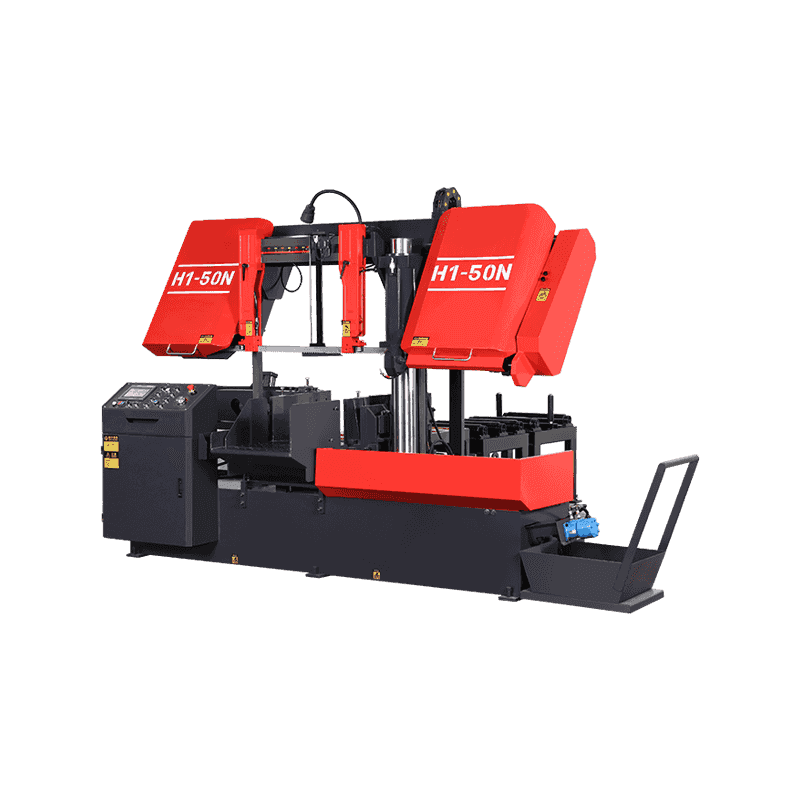
Мировая металлообрабатывающая промышленность испытывает растущую потребность в повышении эффективности резки, сокращении отходов материалов и поддержании высокой точности в условиях массового производства. От производства металлоконструкций до производства машин и автомобильных компонентов — покупатели активно ищут оборудование, которое обеспечивает стабильность, совместимость с автоматизацией и долгосрочную эксплуатационную надежность. В этом контексте Поворотный угол горизонтальный металлический Ленточнопильный станок стал важным решением для инженерных групп, стремящихся оптимизировать производительность резки, сохраняя при этом постоянную точность в непрерывных промышленных операциях. Растущий спрос, обусловленный модернизацией умного производства и автоматизации В связи с глобальным переходом к интеллектуальному производству и интеграции Индустрии 4.0 металлообрабатывающие цеха модернизируют свои производственные линии для повышения автоматизации и эффективности. Ожидается, что системы распила будут плавно интегрироваться в полуавтоматические и полностью автоматизированные рабочие процессы. К основным требованиям к закупкам относятся: Стабильная точность резки при непрерывной работе Совместимость с автоматизированными системами кормления. Сокращение ручного вмешательства в производственные циклы Высокая эффективность для задач пакетной обработки металлов Эти ожидания особенно сильны в секторах производства стали и тяжелого оборудования. Общие проблемы эффективности традиционного оборудования для резки металла Несмотря на технологический прогресс, многие заводы по-прежнему используют устаревшие системы резки, которые ограничивают производительность и увеличивают эксплуатационные расходы. Эта неэффективность часто становится более заметной в условиях крупносерийного производства. Типичные проблемы включают в себя: Непостоянные углы резания влияют на точность сборки. Чрезмерный расход материала из-за плохого управления лезвием. Высокий уровень вибрации снижает качество поверхности Частые простои из-за механического износа Ограниченная адаптируемость к различным металлическим профилям. Эти проблемы стимулируют спрос на более совершенные решения для горизонтальной ленточной распиловки. Почему структурная стабильность имеет решающее значение при тяжелых операциях резки В промышленных условиях стабильность станка напрямую влияет на точность резки и срок службы инструмента. Покупатели все чаще оценивают конструкцию конструкции машины как ключевой фактор закупок. Ключевые инженерные ожидания включают в себя: Усиленная рама машины для снижения вибрации. Стабильная система зажима для надежного позиционирования материала Постоянный контроль давления резания во время работы Долговечность в условиях тяжелых рабочих нагрузок Эти функции помогают обеспечить точную резку в условиях непрерывного производства. Важность контроля угла в современной обработке металлов Точность угла является важнейшим требованием во многих отраслях металлообработки, особенно в отраслях, где сборка конструкций зависит от точной геометрии резки. Функция поворотного угла обеспечивает гибкость производственных рабочих процессов. К основным функциональным преимуществам относятся: Регулируемые углы резки для сложных металлических конструкций. Повышенная точность сварных компонентов сборки. Снижение потребности во вторичной переработке Большая гибкость в производственных линиях с несколькими спецификациями Эта возможность все больше ценится в сталелитейной и машиностроительной промышленности. Стабильность производства и стандарты промышленного оборудования Для покупателей по всему миру закупка оборудования – это не только вопрос производительности, но и долгосрочная стабильность производства и обслуживания. Промышленное оборудование должно поддерживать одинаковое качество продукции в течение продолжительных рабочих циклов. Ключевые факторы оценки включают в себя: Прецизионная обработка конструктивных элементов Стабильные гидравлические или механические системы подачи Строгий контроль качества для точности резки OEM-адаптация для интеграции производственной линии Производители с сильными системами инженерного контроля имеют больше возможностей для поддержки глобальных промышленных цепочек поставок. Расширение применения в металлообрабатывающей промышленности Оборудование для резки металла широко используется во многих отраслях промышленности из-за растущего спроса на высокоточную резку и эффективную обработку материалов. Общие области применения включают в себя: Цеха по изготовлению металлоконструкций Производство автозапчастей Производство машин и оборудования Судостроение и тяжелое машиностроение Эта широкая сфера применения продолжает стимулировать глобальный спрос на передовые системы распиловки. Перспективы развития технологий промышленной резки металлов Поскольку глобальное производство продолжает развиваться в сторону более высокой точности и автоматизации, спрос на эффективное, стабильное и гибкое оборудование для резки металла будет продолжать расти. Покупатели отдают приоритет возможностям системной интеграции, точности резки и долгосрочной эксплуатационной надежности. В этом развивающемся индустриальном ландшафте горизонтальный металлический элемент Rotary Angle ленточнопильный станок Решения останутся ключевым компонентом современных производственных систем, обеспечивая повышение производительности, сокращение отходов материалов и повышение точности во всей мировой металлообрабатывающей отрасли
 ЧИТАТЬ ДАЛЕЕ
ЧИТАТЬ ДАЛЕЕ